


营口生产淘宝纸箱厂

目前,常用的大连纸箱有几种:双塔纸箱、一人纸箱和天地盖纸箱。常用的密封方法:工型、王型和日式;厚度可分为三层、五层和七层。用计算机辅佐雕琢仪加工背衬时,压痕槽宽与切开深度、精度应满足需求,且雕琢速度、深度应可调。运用CAM技能,不仅能缩短制作周期,还能进步纸盒的制作精度。为了验证纸盒布局规划的合理性,在正式批量出产前,运用多功能纸盒样品CAM设备试制一定量的纸盒样品激光束直接在纸板上加工大连纸箱的折叠压痕线和切边,速度快、精度高。可加工克重小于1 500 g/m2的纸板以及B瓦楞至3层瓦楞厚的纸板。运用该体系加工一批纸盒,可大大缩短出产周期。加工中小批量的规范纸盒,还可大大下降加工本钱。单张纸平压平模切是依托前规、侧规机械定位的,而联线平压平模切是依托打印符号定位的、且没有叼纸牙排。为了完成轮转打印单元纸张的接连传到模切工位的间歇运动的转变,一般在给纸设备设置一个可调的偏疼组织。

1、物理消除法:物理消除法是在不改变材料机能的情况下,利用静电本身固有的特性来消除的方法。如“接地”消除法,就是在工序上安装消静电毛刷。将刷体置于纸张或塑料卷材的收卷或放卷处,并使消静电毛刷的接地端可靠接地,而不能接于设备或导辊上。由于设备有可能接地不良;部门导辊经由阳极处理,表面天生氧化铝,而氧化铝是不导电的。2、化学消除法:纸箱化学消除静电法即抗静电剂处理技术,主要是将抗静电剂通过添加技术或涂层技术,对树脂或基材进行电机能改性的方法,是较为彻底和完善的抗静电技术。但因为添加或涂布了抗静电剂,引起了材料化学成分的改变,因而该技术不合用于对纸张的处理,只合用于对塑料树脂的改性。
如果用普通纸箱包装,很容易软化。我们必须选择牛皮纸制成的大连纸箱,最后提醒每个人,当我们选择纸箱时,我们不能忘记产品对纸箱的具体要求,例如产品的内径和尺寸、产品的总重量、产品整个堆叠的高度,以及运输过程中产品的路径和距离。积极建立完善的污水处理设备。一方面,我们应该处理环境保护的检查,另一方面,我们也在为祖国的蓝天和碧水尽我们的责任。为了国家和人民的利益,积极参与这一环境保护行动。纸箱在我们的日常生活中仍然被广泛使用,几乎随处可见,然而,当我们选择大连纸箱时,我们不知道哪个纸箱更好,许多朋友只认为坚定性更好,事实上,情况并非如此,因为纸箱厂生产的纸箱包装的具体坚固性在我们的脑海中没有任何特殊的概念,主要的选择仍然是根据我们想要包装的物品的具体重量来决定的,整个运输的距离是时间的长短和承受的压力。

激烈的市场竞争,使各纸箱生产企业在生产工艺和管理上不断的进行改进以获得最大利润,这就使得大连纸箱用户在使用纸箱的过程中遇到了或多或少的质量问题,如纸箱堆码后垮塌、破裂等造成了许多不必要的损失。瓦楞纸箱原纸具有一定的耐压、抗张,抗戳穿和耐折性能,若水分含量过高,纸质就显得柔软,挺度差,压楞和粘合质量也差。如果水分含量过低,纸质就过脆,压楞时就容易破裂,且耐折度也差。如果瓦楞纸和箱板纸的水分含量悬殊过大时,单面机加工出来的瓦楞纸板,就容易出现卷曲,裱合时,就容易出现起泡和脱胶现象。成型的纸箱如果在保存时吸湿受潮,会使纸箱的强度明显下降,影响使用。
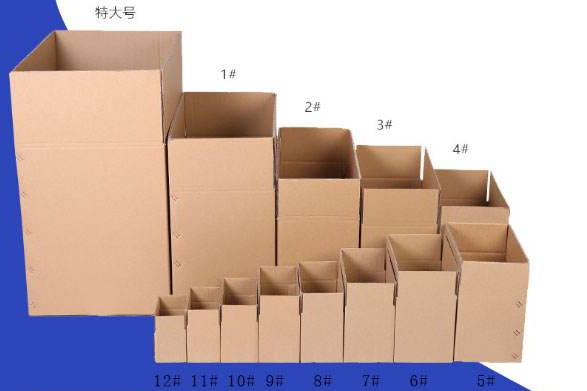
我国的瓦楞大连包装箱设备厂家想要得到更好的发展,就需要对于设备的性能及功能进行提升,以更好的适应于市场的发展,行业中对于设备的要求,是更加的快速而高效,同时有着非常高的精度。生产淘宝纸箱快递箱与传统箱子还是有些差别的,快递是按照重量收费,所以好的快递箱重量很轻,整个纸箱的克重很低,但是还必须具备高强度的承重力,快递的运输过程由于速度要求,在配送过程中快递箱的堆叠挤压严重,这时纸箱的强度会很重要,箱子既不能压瘪,更不能开裂。包装箱粘箱必须牢固,优质的粘箱机,在使用优质的胶水,然后控制好纸箱粘合处的干燥,在进行送货。营口淘宝纸箱快递箱一般分为1-12号种规格,所有规格的纸箱都是粘合完成,快递发的货物较轻,粘箱效果就可以达到标准,而且粘箱不使用金属钉,不会剐蹭箱内的货物。对于现在的大连包装箱加工生产,需要符合于环保主题,这也加快了包装行业的发展,同时对于纸箱机械设备也提出了更高的要求。瓦楞纸板本身就具有一定的破坏性,同时成本低,质量轻,原料广泛等特点使之成为大批量生产的关键,已形成一定的规模。纸箱的发展也就对于纸箱加工设备的生产效率有着更高的要求,用以生产纸箱的设备有很多,目前已形成了非常成熟的瓦楞纸板生产线,使纸箱的加工生产更加的自动化、智能化与一体化,在未来的发展中,设备也将更加的先进。

纸箱纸盒厂家的布局存在很大的不科学性致使市场乱象丛生,行业间的相互影响是巨大的,纸箱纸盒厂家若是因为原材料危机而加大对板材业的依赖,以当下纸箱纸盒行业的态势来看,不利于蕃昌。纸箱的生产过程中会发生什么样的事情,纸箱生产受到那些方面的影响,都有哪些因素是会影响到的以上为大家介绍的就是相关影响因素。纸箱是由各层面的纸张构成的,纸张的合理搭配是保证纸箱抗压强度的基本条件。通过各层面纸张物理性能的测试,我们可以初步计算纸箱的抗压强度,然后通过计算出的抗压强度,对生产过程中的各个工序进行纸箱抗压强度的控制。纸箱的生产工艺也会对抗压强度造成影响。通过试验得出,在同样条件下,纸箱的横压线每加宽1mm,纸箱的抗压强度下降90n~130n,变形量增加约2mm。压线过宽,会造成纸箱在抗压测试时力值增加缓慢,有效力值小,最终变形量大。为保证抗压强度,我们应尽量改善生产工艺,降低各工序对纸箱抗压强度的影响。


