


辽中定做包装箱厂
出色的包装不仅能聚焦消费者的注意力,还可为市场营销者创造促销价值。为紧随消费者和市场需求变化的步伐,品牌商们需要适时更换包装以确保在竞争中立于不败之地。零售商也希望新鲜面孔不断涌入货架,包装箱产品包装新颖、漂亮,以刺激消费,避免存货大量堆积。然而,决定何时对产品包装进行升级换代并不是一件简单的小事,其中有很多因素需要考量。说到生产管理就不得不提到技术管理人员,而一个企业管理水平的体现,中、高层的生产技术管理人员起了重要的作用。也就是说,要把企业管理的好,首要是挑选与企业价值取向相同、有管理能力的中、高层主管管理,老话说的对:一将无能,累死千军。生产管理者前提是要与企业的价值观念取向相同,包装箱具有优秀的品德、宽阔的心胸,可对生产部门所拥有的人力资源进行有效的计划、组织、领导和控制。
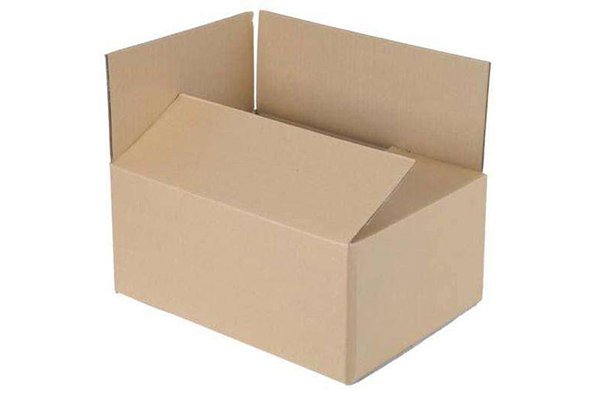
对口箱子就是上下对口,即上下两个面是平行的,是对开模式,也就是一样的开口,平行开口方式。其特征是有几大点:一、开口方式为上下开口,侧面为封闭模式,并且上下面是平行相向的。二、对口箱还有一个特点,上下盖都是统一的,左右盖相向,长度为宽的一半,前后盖宽度刚好为纸箱宽度的一半。三、对口箱因为其封盖的方式决定了其必须用胶带封口才能做到纸箱完全封盖。四、在一定的程度上对口箱节省材料,降低了成本。对口纸箱是对口箱包装中形式变化最多的包装品种;物流业中货物直接摆上台面,具有很好的产品展示功能,那么如何快速、简便的打开纸箱包装,做到货物的快速取放,而且不需要任何的工具比如剪刀或刀子等。

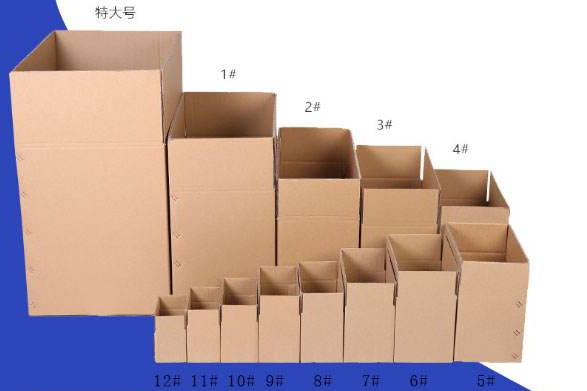
一般瓦楞纸板需通过模压工艺使之能得到良好的弯折。辽中包装箱模压使瓦楞纸板的结构破坏,会导致里纸收缩、面纸延伸,这种弯折变化使瓦楞纸板的延伸尺寸成了瓦楞纸箱设计的基本尺寸。所以,瓦楞纸箱的内径尺寸要比瓦楞纸箱展开时的线与压线间的距离要略短一些。包装箱厂这样就要把缩小的那部分尺寸加进去,这个加进去的尺寸与使用的瓦楞纸板的厚度密切相关。瓦楞纸箱在实际生产中还要根据具体使用的设备选择适当的修正系数和附加尺寸。修正系数值查表可得到。制作瓦楞纸箱一般都是根据内径尺寸来设计的。因为内径尺寸比较容易确定,它以实物测量或者以组合套装、合理的排列方式的外径尺寸来实现并确定。但在实际操作中,无论是运费的计算,还是箱面标志中的体积,都要以外径尺寸为准。因此在瓦楞纸箱设计中,不仅要根据内径尺寸来确定制造尺寸,还要根据制造尺寸计算出外径尺寸。

1、物理消除法:物理消除法是在不改变材料机能的情况下,利用静电本身固有的特性来消除的方法。如“接地”消除法,就是在工序上安装消静电毛刷。将刷体置于纸张或塑料卷材的收卷或放卷处,并使消静电毛刷的接地端可靠接地,而不能接于设备或导辊上。由于设备有可能接地不良;部门导辊经由阳极处理,表面天生氧化铝,而氧化铝是不导电的。2、化学消除法:纸箱化学消除静电法即抗静电剂处理技术,主要是将抗静电剂通过添加技术或涂层技术,对树脂或基材进行电机能改性的方法,是较为彻底和完善的抗静电技术。但因为添加或涂布了抗静电剂,引起了材料化学成分的改变,因而该技术不合用于对纸张的处理,只合用于对塑料树脂的改性。

要控制好原纸的使用:检查瓦楞纸的施胶情况,原纸表面吸水性指标药效。如果原纸表面施胶差,吸水性就会偏高,很容易手冷库低温、潮湿的环境影响,导致回潮,变软,整理抗压强度降低。生产纸板时要控制纸板的水分含量:纸板的水分含量不可过多,因为水分大则纸板的硬度低,影响纸板的边压指数。在纸板加工过程中,单面机和双面机工序上胶量不能过大。一旦上胶量大,纸板的楞形会变形,而瓦楞的形状是直接影响纸板的边压的,边压降低,的抗压强度也随之降低。纸板的粘合强度要大:粘合强度是瓦楞纸与里纸、面纸的粘合力。如果万一出现纸板假粘,受压后,面纸或里纸便会与瓦楞纸分离,那么的抗压强度会直线下降。生产环节中的间隙压力控制要适中尤其要注意糊箱机上糊的间隙压力不能太小,双面机,模切机上的太阳轮间隙压力要控制在合理的范围内,以避免将瓦楞形压溃,影响纸板的抗压强度。使用泼水剂、防水光油等解决表面防水防潮问题。
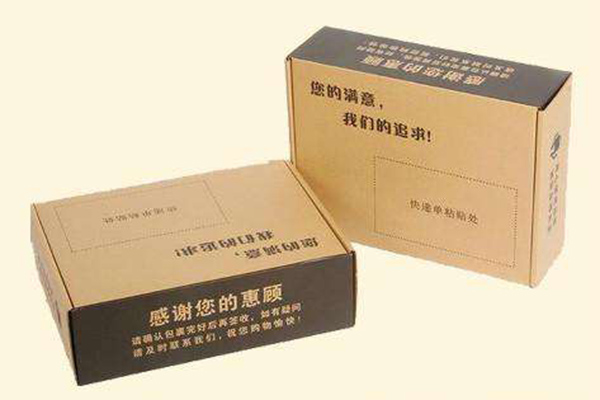
1.工作印刷和包装行业的印刷方法主要包括:平版印刷,油墨彩印,凸版印刷油墨印刷(纸箱)。其中,纸箱水性印刷色差比高强度、低成本、高效率(快送),整体印刷效果接近于彩印,广泛应用于运输包装产品。2.纸箱的主要生产工艺是纸板自动化生产线,印刷工艺,后加工成型工艺;印刷工作基本实现了印刷、开槽、模切、粘滞箱、包装自动化操作3.项目合理设计纸箱长度、宽度、高度及比例大量的数据分析表明,纸箱的抗压强度和周长、纸箱的高度和宽度都与一定的关系有关。纸箱周长越长,抗压强度高,纸箱周长,具有一定的抗压强度转换关系。纸箱,一般来说,纸箱抗压强度值是比较高的。箱体比例为2:1时,抗压强度下降了百分之二十左右,所以纸箱的设计在长宽比不超过2时,否则会造成很大的浪费。4.纸箱包装厂合理堆放时间和堆放方式。


