


沈阳生产水果纸箱厂

目前,常用的大连纸箱有几种:双塔纸箱、一人纸箱和天地盖纸箱。常用的密封方法:工型、王型和日式;厚度可分为三层、五层和七层。用计算机辅佐雕琢仪加工背衬时,压痕槽宽与切开深度、精度应满足需求,且雕琢速度、深度应可调。运用CAM技能,不仅能缩短制作周期,还能进步纸盒的制作精度。为了验证纸盒布局规划的合理性,在正式批量出产前,运用多功能纸盒样品CAM设备试制一定量的纸盒样品激光束直接在纸板上加工大连纸箱的折叠压痕线和切边,速度快、精度高。可加工克重小于1 500 g/m2的纸板以及B瓦楞至3层瓦楞厚的纸板。运用该体系加工一批纸盒,可大大缩短出产周期。加工中小批量的规范纸盒,还可大大下降加工本钱。单张纸平压平模切是依托前规、侧规机械定位的,而联线平压平模切是依托打印符号定位的、且没有叼纸牙排。为了完成轮转打印单元纸张的接连传到模切工位的间歇运动的转变,一般在给纸设备设置一个可调的偏疼组织。

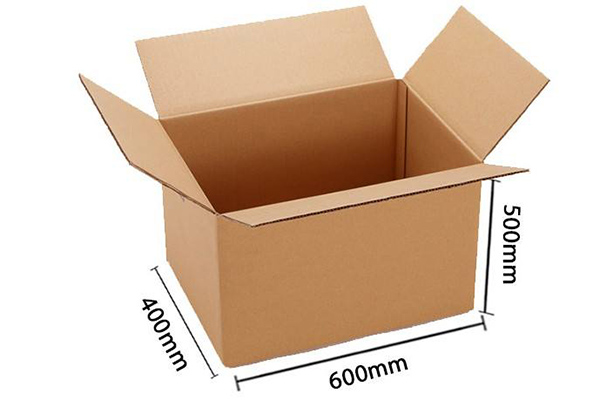
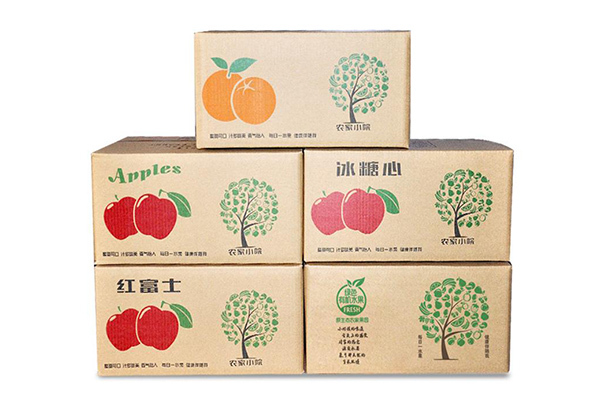
出口的大连纸箱在设计箱型时,要考虑到运输途中的颠簸、擦破、磨损、跌落、搬运等外所以作为大件商品包装,瓦楞纸箱在设计时要尽量简单,易于搬运,避免模在设计瓦楞纸箱尺寸时,水果纸箱厂一定要考虑和不同集装箱型结合起来,充分利用集装箱的空避免产品在运输过程中存在多余空间,既浪费又不利于产品在运输过程中的安全。瓦楞大连纸箱纸板按其材料的层数可分单层、三层、五层、七层。沈阳水果纸箱随着层数的增加,具有较高的抗压强度和堆码可根据商品的特征、环境参数及消费者要求进行选择。 根据当地的运输、搬运情况,可在较大的包装箱上增加提手孔等人性化设计,这样可材质选用注意要点 瓦楞纸箱的强度设计,是材质设计中最重要的一部分,它不仅影响到印刷效果,更影响纸张含水量与瓦楞纸箱强度之间存在密切的关系。
涂胶量:无论是手工还是自动机械裱贴彩面,涂胶量不宜过大。实际生产中,有些员工为了避免脱胶人为增加涂胶量,这是不足取的,必须严格控制。涂胶量应以80-110g/m2为佳。不过要视瓦楞大小调节,掌握住胶量均匀涂布楞峰为宜,只要不脱胶,胶量越少越好。单面纸板的质量:单面瓦楞纸板的质量是由原纸的质量、瓦楞楞型、瓦楞机的工作温度、粘合剂质量、机器运行速度,操作者技术水平决定的。
一般瓦楞纸板需通过模压工艺使之能得到良好的弯折。模压使瓦楞纸板的结构破坏,会导致里纸收缩、面纸延伸,这种弯折变化使瓦楞纸板的延伸尺寸成了瓦楞纸箱设计的基本尺寸。所以,瓦楞纸箱的内径尺寸要比瓦楞纸箱展开时的线与压线间的距离要略短一些。这样就要把缩小的那部分尺寸加进去,这个加进去的尺寸与使用的瓦楞纸板的厚度密切相关。瓦楞纸箱在实际生产中还要根据具体使用的设备选择适当的修正系数和附加尺寸。修正系数值查表可得到。制作瓦楞纸箱一般都是根据内径尺寸来设计的。因为内径尺寸比较容易确定,它以实物测量或者以组合套装、合理的排列方式的外径尺寸来实现并确定。但在实际操作中,无论是运费的计算,还是箱面标志中的体积,都要以外径尺寸为准。因此在瓦楞纸箱设计中,不仅要根据内径尺寸来确定制造尺寸,还要根据制造尺寸计算出外径尺寸。


